第26回 開発番号62小型射出成形機【C,Mobile】(2)
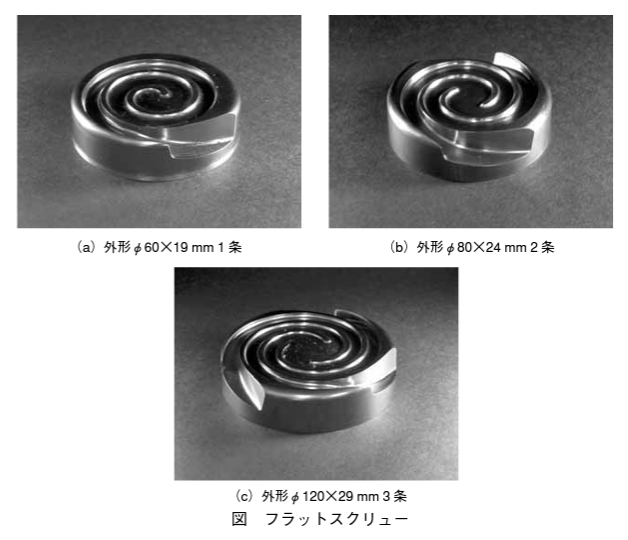
樹脂の可塑化過程における棒状スクリュー(現行のスクリュー)と円筒シリンダー(バレル)の組合せと、ディスクスクリュー(フラットスクリュー、図)と符合するディスクバレル(フラットバレル)との大きな違いは、「可塑化過程」、「温度分布および管理」、「熱履歴」、「混練度」にある。
可塑化過程は前回も述べたが、50%の空気が混在するペレット材料を圧縮率50%のスクリュー内に投入し加熱しても、本来の圧縮には至っていない。圧縮とは容積ではなく体積を圧縮すること。空気を練り込むだけの現行の棒スクリューでは脱気はかなわない。ペレット間の空気を練り込むだけ。50%の空気を練り込まれた樹脂はゲートの通過(開放)直前、大量の樹脂ガスを発生させる。今や、成形品不良の95%以上を占める樹脂ガス問題には棒状スクリュー(空気練り込み構造)から生まれる物理的問題のほかに、棒状スクリューから樹脂が受けるであろう熱履歴がある。そもそも中空部(金型内)に樹脂を流し込むのが射出成形技術と金型製造技術だ。溶融樹脂を力で中空部に射出する前に、金型・成形技術者が考慮すべきことは、中空部に最初から存在する空気をどう抜くかだ。